Metal Injection Moulding (MIM) 脱バインダー炉 - EBO
 脱バインダー炉 - EBO")
 脱バインダー炉 - EBO")
- 最高温度: 150 °C
- 容積: 120 to 250 litres
-
触媒脱バインダー用
- 製品の詳細情報
金属射出成形(MIM)は、複雑な形状の金属部品を作るために、金型に「原料」を射出する最新の製造技術である。カーボライト・ゲロは、このアプリケーションで必要とされる熱処理工程に特に最適化された炉とオーブンを提供します。
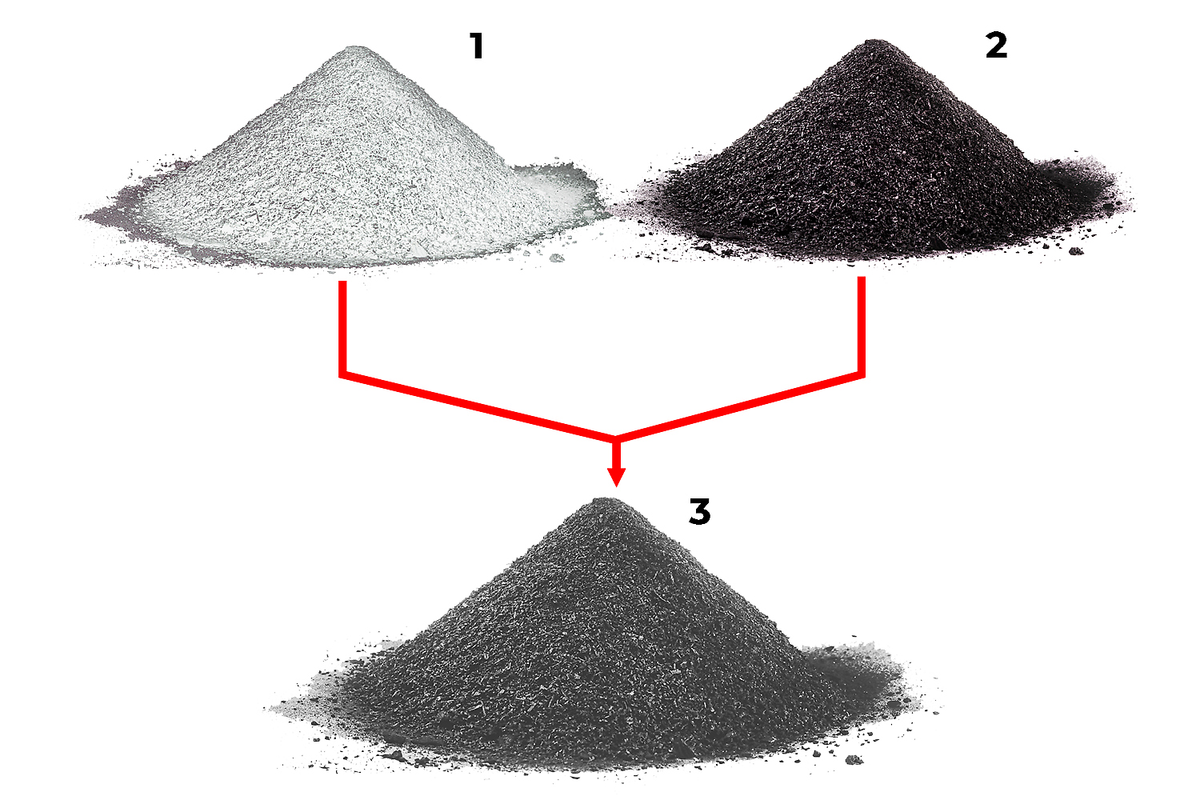
金属射出成形(MIM)は、金型に「原料」を射出し、複雑な形状の部品を高い再現性で作る製造技術である。原料は、粉末状の金属と、その金属を結合させる高分子バインダーの混合物である。これを炉やオーブンで脱バインダーや焼結という熱処理を施すことで、部品の使用前にバインダーを除去し、内部構造を強化する。
バインダー(1)と金属粉(2)を合わせて、原料(3)を構成する
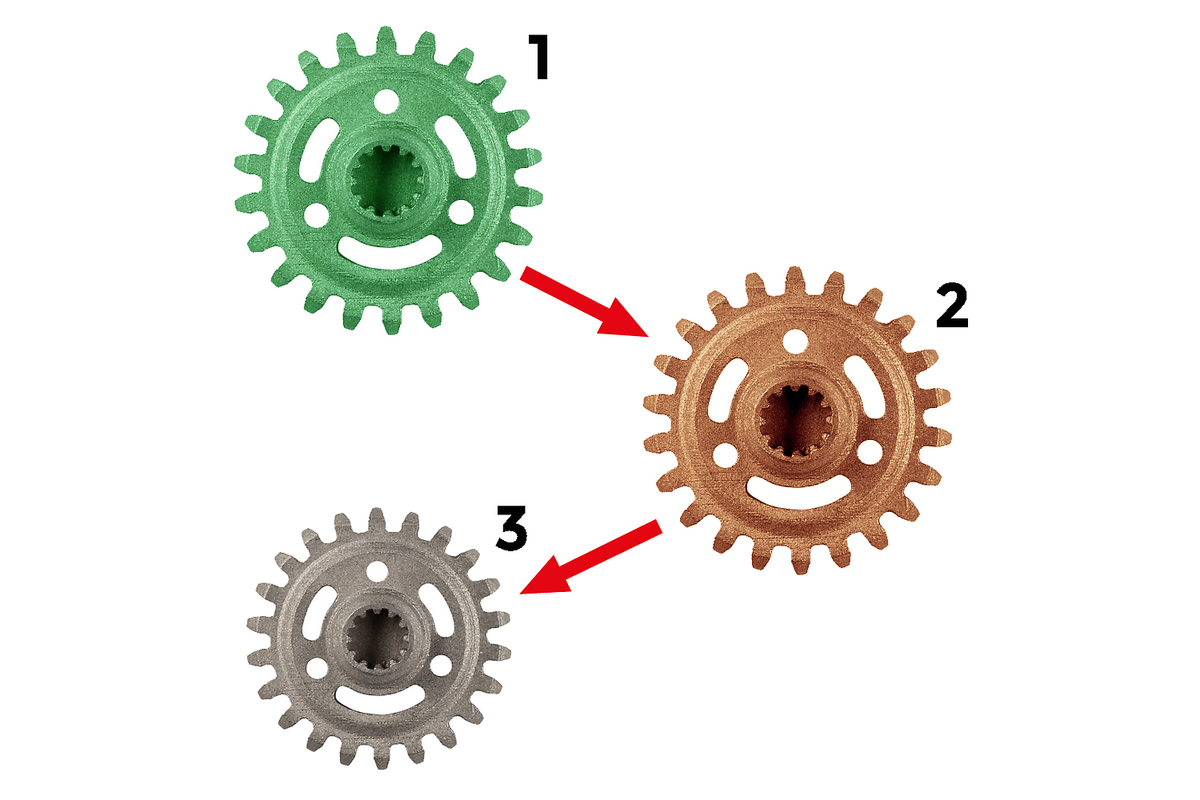
金属射出成形による緑色の部品(1)、バインダー除去後の茶色の部品(2)、焼結後の完成品(3)。
金属射出成形による金属部品の完成品の一例
グリーンパーツからバインダーを除去する工程である。触媒添加剤、溶剤、水を組み合わせてバインダーを除去する触媒的方法と、炉やオーブンで雰囲気を変えながら熱処理を行う熱的方法がある。使用する原料の種類によって、必要な方法は異なります。この工程を経た部品は、後に「ブラウン」部品と呼ばれるようになる。
使用する原材料の種類によっては、化学的および熱的な脱脂が必要な場合もあります。化学的処理ではバインダーの大部分を除去し、熱的処理では残留バインダー(「骨格バインダー」とも呼ばれる)を除去する。この工程は、しばしば「残りの脱バインダー」とも呼ばれます。
カーボライト・ゲロは、触媒処理または熱処理に適した炉とオーブンを提供することができます。
金属射出成形(MIM)部品のうち、脱バインダー工程を経たもの(茶色い部品)を熱処理する工程です。焼結の目的は、部品の内部微細構造を変化させ、全体の密度を高め、最終的に強度を向上させることである。焼結は、不活性雰囲気下の炉やオーブンで金属部品を金属の融点より20%程度低く加熱し、原子を微細構造中に拡散させて融合させ、密度を高めることによって達成される。焼結中、金属部品は若干の収縮を起こし、使用する金属や部品の最終的な密度にもよるが、15~22%のサイズダウンが発生する。
脱バインダーと焼結の両方において、温度プロファイル、雰囲気、炉内の温度均一性は、歪みやクラック、気泡の発生を避けるために非常に正確に制御されなければなりません。また、部品の酸化を防ぐために、不活性雰囲気や還元雰囲気も重要です。
主バインダーは青色で示され、触媒的に除去することができる。
バックボーンバインダーは緑色で表示されています。炉やオーブンで300℃から600℃の間で熱的に除去することしかできない。このプロセスは分圧で行われることが多く、気化した骨格バインダーが及ぼす圧力によって温度が下がります。
触媒式バインダー除去は、カーボライト・ゲロのEBO炉内で行うことができます。
硝酸(HNO3)を蒸発させ、窒素の流れによって炉の中を巡り、グリーンパーツの上を通過させる。
硝酸が主成分のバインダーを分解し、ホルムアルデヒド(CH2O)を生成します。このホルムアルデヒドは7%~73%の濃度でガス状で爆発性があります。ガス流によってホルムアルデヒドは炉のガス出口に導かれ、アクティブトーチ・アフターバーナーによって安全に燃焼されます。
使用例
触媒脱バインダー後のグリーンパーツ(左)。直径:27.86mm / 質量:11.89g 11.89 g
完全焼成後の緑色部品(右)。直径24mm/質量11.71g 11.71 g
→脱バインダー後の総質量減少率。1.5%
原料は金型に注入され、目的の形状に成形される。バインダーは青と緑でハイライトされている。
このとき、MIM部品は「グリーンパーツ」と呼ばれる。
触媒的・化学的脱バインダーでは、主バインダー(青色)を除去し、骨格バインダー(緑色)だけを残し、炉の中で熱的に除去する必要があります。
残りの脱バインダー工程では、バックボーンバインダー(緑色)が除去され、MIM部品は「ブラウンパーツ」と呼ばれるようになる。
この部品の密度と強度を高めるために、今度は焼結する必要がある。このとき、すでに粒子は拡散し、互いに付着し始めている。
焼結工程では、MIM部品内の原子が構造体の中を拡散して融合し、部品全体の密度が高くなる。
炉の中で焼結すると、MIM部品の微細構造は明らかに密になり、原子間の隙間も少なくなる。焼結の過程で収縮が起こり、最大で22%もサイズが小さくなる部品もある。これは金属射出成形(MIM)プロセスの通常の部分であり、金型の初期設計時に考慮する必要がある。
カーボライト・ゲロは、金属射出成形(MIM)部品の熱処理に、主に2つのマルチステップソリューションを提供しています。
最初のオプションは、EBO 120炉とHTK 120炉の組み合わせです。バインダーの触媒除去はEBO炉で行い、熱脱バインダーと焼結はHTK炉で行うことができます。
このソリューションの主な利点は、全プロセスを2つの炉だけで実施できることです。当初は費用対効果に優れていますが、バインダーの除去は汚れやすく、時間とともにHTK炉のモリブデンまたはタングステンチャンバーを汚染し、損傷する可能性があることに注意することが重要です。
しかし、HTK炉をバインダー除去と焼結の両方に使用することで、分圧下の水素雰囲気下での脱バインダーが可能になる。GLO 炉では不可能である。
例:
荷重 - 20トレイ×3スタック(380mm×240mm×0.5mm)
注意:記載されているサイクルタイムは、特定のプロセスにおける代表的な値です。サイクルタイムは、個々のアプリケーションやお客様のご要望によって異なります。
第二の選択肢は、EBO120、GLO260、HTK120の組み合わせである。バインダーの触媒除去はEBOで、熱バインダー除去はGLOで、そして焼結はHTK炉で行われます。
この方法ではプロセスに炉が追加されますが、HTK焼結炉の構造が汚染から保護されているため、メンテナンスコストが削減され、全体として費用対効果の高い方法となります。
例:
荷重 - 20トレイ×3スタック(380mm×240mm×0.5mm)
注意:記載されているサイクルタイムは、特定のプロセスにおける代表的な値です。サイクルタイムは、個々のアプリケーションやお客様のご要望によって異なります。
MIM部品のバインダー除去に最適な条件を実現するためには、炉内に置かれたすべてのサンプルにガスが行き渡るよう、ガスの流れを連続的かつ乱流にする必要があります。乱流は、アプリケーション中にグリーンパーツからバインダーを除去するのに役立ちます。
カーボライト・ゲロは、学術機関と密接に協力し、CFD(数値流体力学)シミュレーションを実施し、金属射出成形(MIM)用途に通常使用される炉室内のガス流を試験・改善しました。
温度均一性とは、炉室の使用可能な容積内の最大温度偏差のことです。例えば、炉の温度が600℃で、温度均一性が±5℃と規定されている場合、使用可能な容積内の温度は595℃以下または605℃以上に逸脱することができません。
金属射出成形(MIM)部品を炉内で焼結する場合、すべての部品の収縮率と密度を等しくすることが目的であるため、温度均一性は非常に重要です。
カーボライト・ゲロは、チャンバー内の温度が全体的に一定になるように、複数の加熱ゾーンを備えています。
温度均一性の計算式
カーボライト・ゲロのHTK炉シリーズは、大規模な金属射出成形熱処理プロセスを最適化するために特別に設計されています。例えば、HTK120レトルトは、20枚のトレイ(380 x 240 x 0.5 mmサイズ)からなる試料を最大3段まで積み重ねることができます。トレイ間の距離は、さまざまなサンプルの形状に対応できるよう調整することができます。
このラックの設計と構成により、ガスは各層を通り、中に置かれた各MIM部品の周囲を流れるようになります。そのため、4つの特殊なガス注入口が、ラッキングの層を通して水平方向に流れを誘導しています。各ガス注入口はそれぞれ独立したガス流に接続されており、その流速は個々の要件に応じて最大限の性能を発揮するように設定することができる。
ガスが炉の中央部だけでなく、レトルト室全体に均一に分布するように、特殊なガス排出板が取り付けられています。
タッチスクリーン式コントローラーとプログラマーを各種取り揃えており、オペレーターは熱処理プログラムを簡単に入力できます。 さらに、最も一般的な材料(316-L、CrMo4、8620など)の(静止)脱バインダーおよび焼結のための定義済みプログラムが、制御ソフトウェアに標準設定として用意されています。その他の材料についても、カーボライト・ゲロと協議の上、設定することが可能です。
カーボライトGeroの製品およびサービスは、娘会社および十分に訓練された販売代理店のグローバルネットワークを通じて入手可能です。私たちのスタッフは、お客様のどのようなお問い合わせにも喜んで対応させていただきます。
お客様のニーズに合った最適なソリューションをご提案させていただきます。
熱処理用のカーボライト・ゲロに加え、Verder Scientific社の他の製品ラインは、金属射出成形プロセス全体、およびアディティブ・マニュファクチャリング技術全般に対するさらなるソリューションを提供します。
金属射出成形(MIM)には、炉を必要とする2つのステップがあります。グリーン部品のバインダーを除去する脱バインダーと、金属部品全体の密度と強度を向上させる焼結である。
個々の用途に応じて、通常、2つまたは3つの炉システムが必要とされます。1つはバインダーの触媒除去用、もう1つは熱脱バインダーと焼結のための炉です。
金属射出成形プロセス用に設計されたカーボライト・ゲロ炉は、低エネルギー消費、データロギング、タッチスクリーン制御インターフェース、凝縮水トラップを必要としない廃棄バインダーの容易な処理などの利点を備えています。当社の触媒式バインダー除去炉は水加熱式で、装置内での硝酸の凝縮を防ぎます。また、安定性の高い加熱カセットにより、脱バインダーおよび焼結工程は24時間365日稼動可能です。
はい、Ar、N2、H2による部分圧はファーネス内で可能です。圧力は制御ソフトウエアで100 - 1000 mbarの範囲で調整できます。空気弁の開度を設定することで、炉内圧力を一定に保つことができます。水素分圧モードでは、要求されるすべての安全規格が適用され、TÜVの認証を取得しています。
カーボライト・ゲロの金属射出成形用炉の優れた温度均一性は、対称的な発熱体配置、複数の加熱ゾーン、および修飾雰囲気を封じ込める密閉レトルトの使用によって達成されています。また、レトルトは、プロセス中に凝縮する可能性のあるバインダーから炉を保護します。
金属射出成形炉の規模により、分圧処理の場合、小型炉ではバインダーをコンデンセートトラップで処理するか、オイルに溶かして処理します。後者は大型の場合、コンデンセートトラップに比べメンテナンスの手間が大幅に削減できるため、非常に有利な方法です。
カーボライト・ゲロは、金属射出成形プロセスにおける触媒脱バインダー、熱脱バインダー、および焼結のための様々なサイズの炉を提供しています。ご要望に応じて、異なる炉間の部品移動のためのカスタムマニュアルハンドリングシステムを提供することができます。
チタンの焼結は、純アルゴン雰囲気下、または高真空下で行うことができます。カーボライト・ゲロは、真空技術における豊富な経験により、最も低いリーク率、つまり最も高い真空能力を持つ炉システムを提供することができます。ご要望に応じて、適切な真空ポンプを装備することができます。
 バックグラウンド情報")
 脱バインダー炉 - GLO")
 焼結炉 - HTK")





脱バインダー後")





















